数据库技术在工业应用中的实用意义
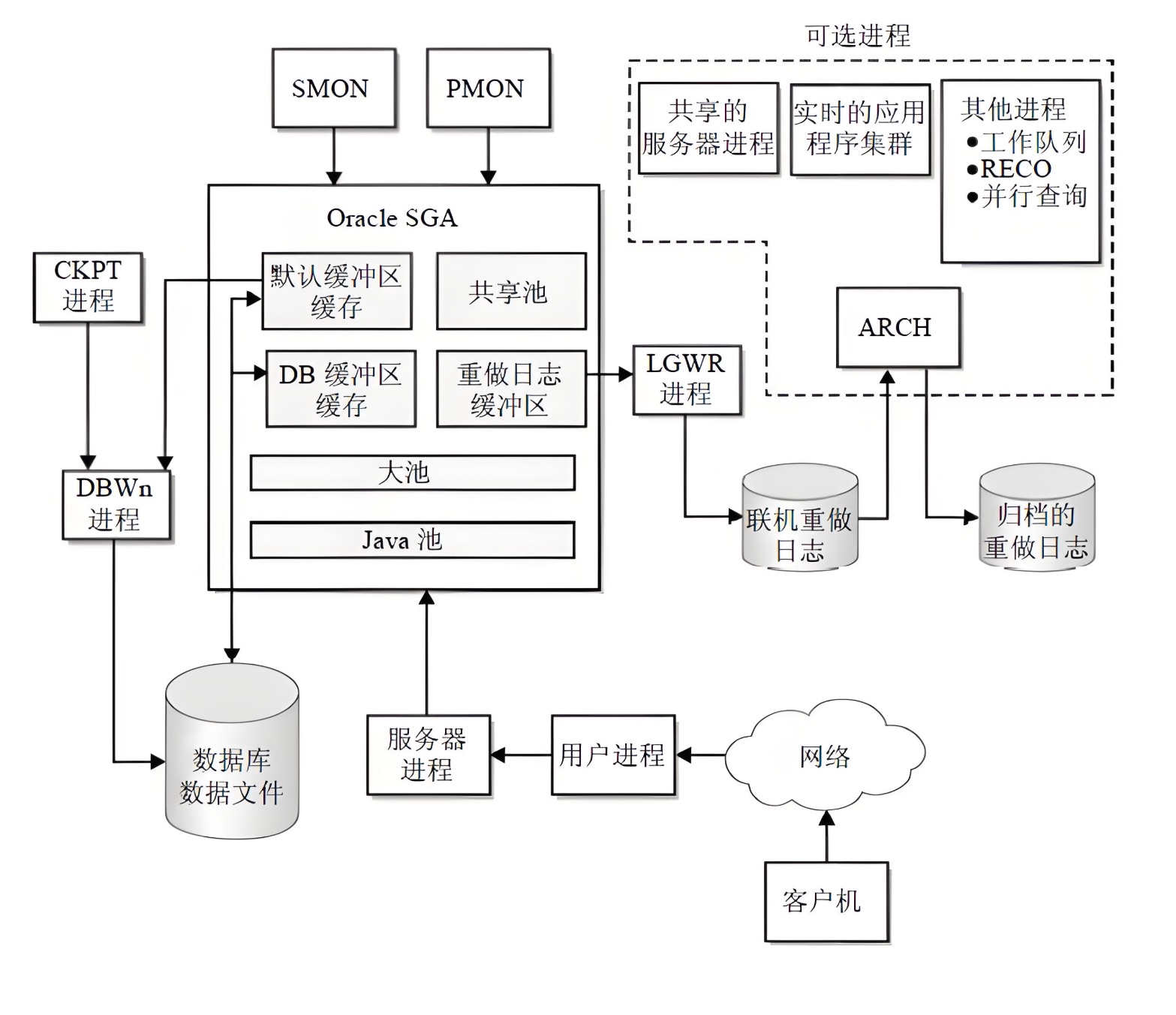
数据管理和存储
- 集中化管理:通过数据库,企业可以将分散的数据集中存储和管理。这有助于提高数据的一致性和完整性,并减少重复数据的存在。
- 持久性存储:数据库提供了对生产、设备状态、工艺参数等重要信息的长期存储解决方案,确保这些数据不会因硬件故障或软件错误而丢失。
实时监控与控制
- 实时数据采集:数据库可以实时接收来自传感器、PLC和其他工业设备的数据,实现对生产线的即时监控。
- 快速响应:基于实时数据,操作人员能够迅速做出反应,调整生产流程以应对突发状况,如设备故障或质量偏差。
数据分析与优化
- 历史数据分析:通过对历史数据进行深度挖掘,可以识别出生产过程中的瓶颈环节,为优化生产流程提供依据。
- 预测性维护:利用机器学习算法分析设备运行数据,预测潜在故障,提前安排维护工作,减少意外停机时间。
质量管理
- 质量追踪:数据库记录了每个产品从原材料到成品的全过程信息,便于追溯质量问题源头,实施有效的质量改进措施。
- 在线质量检测:实时监测产品质量参数,一旦发现异常立即报警并采取纠正措施,保证出厂产品的质量标准。

安全与合规性
- 访问控制:数据库管理系统(DBMS)提供细粒度的权限设置,确保敏感数据只能被授权人员访问。
- 法规遵从:帮助企业满足各类行业规范和法律法规的要求,比如GDPR对于个人数据保护的规定。
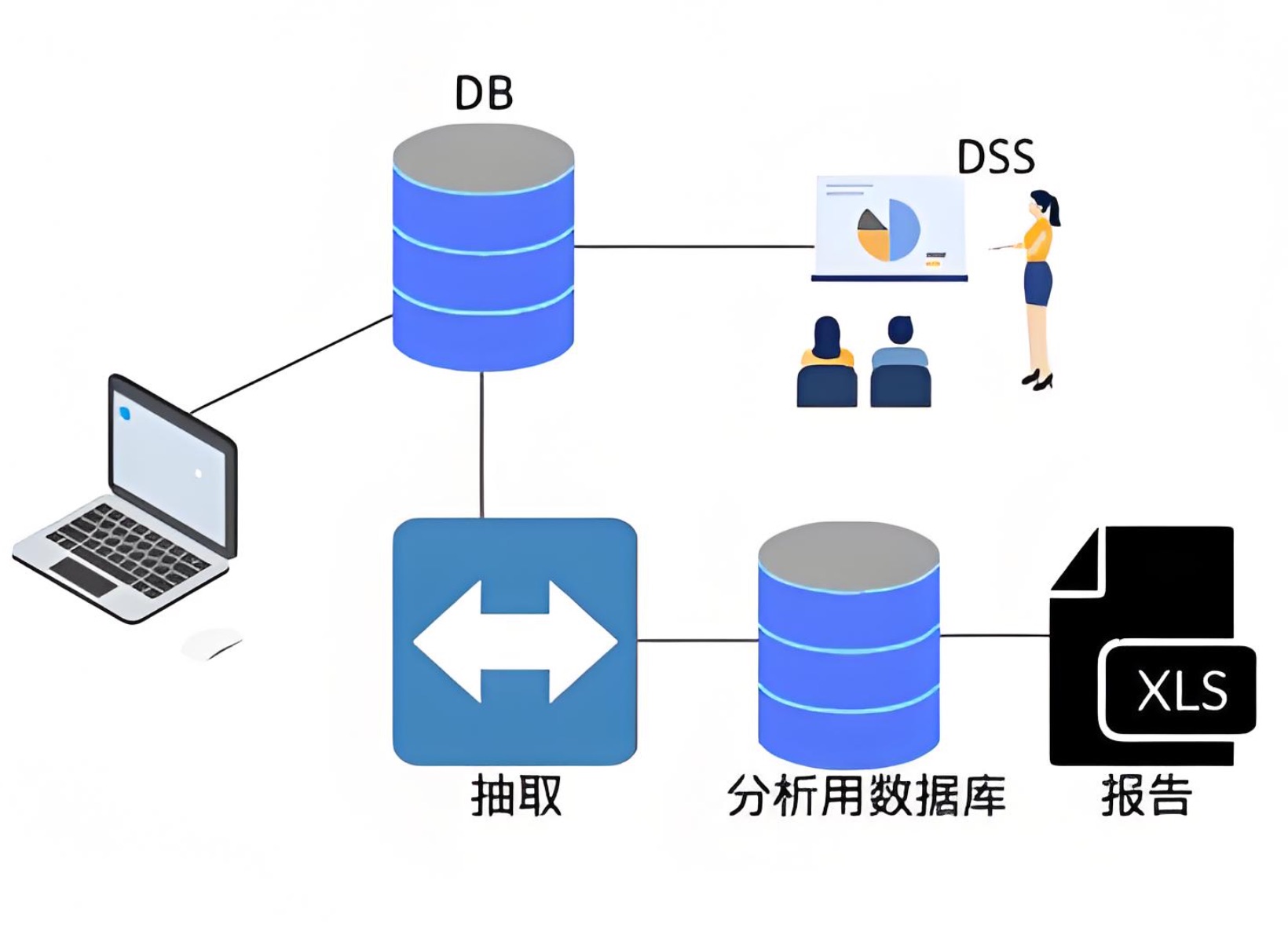
决策支持
- 报表生成:数据库支持生成各种统计报表,帮助管理层了解企业的运营状况,制定战略决策。
- 商业智能(BI)集成:与商业智能工具结合使用,可以从大量数据中提取有价值的信息,辅助决策制定。
总结
总之,数据库技术在工业应用中的实用意义在于它不仅提高了数据处理的效率和准确性,还为企业带来了更高的生产效率、更好的产品质量控制以及更科学的决策支持体系。随着大数据、物联网(IoT)、人工智能等新兴技术的发展,数据库的角色将进一步扩展,成为推动工业智能化转型的关键因素之一。